
Колено СТО 79814898-112-2009

КОЛЕНО СТО 79814898-112
Секторное колено СТО 79814898-112 предназначено для сборки трубопроводов АЭС с давлением рабочей среды в пределах 2,5 МПа, температурой ниже +300°С в Москве. Фитинги DN 350 – 1200 мм изготавливаются из электросварной, DN 125 – 300 мм из бесшовной трубы марки стали 08Х18Н10Т либо 12Х18Н10Т (аустенитная, криогенная, коррозионостойкая).
Колено имеет четыре стандартных угла изгиба 30°, 60°, 45°, 90°, состоит из 2 – 5 концевых, промежуточных секторов, каждый из которых может служить отдельной трубопроводной деталью – труба с косым срезом. Радиус изгиба составляет 255 – 1830 мм, толщина стенки 6 – 12 мм для диаметров 125 – 300 мм, 6 – 14 мм для DN=350 – 1200 мм.
ТРЕБОВАНИЯ СТО 79814898 112
Стандарты на трубопроводные детали для различных отраслей промышленности разрабатывают группами – по маркам стали, характеристикам среды, прочим категориям. В серии СТО 79814898 для Т=+300°, PN=2,5 МПа трубопроводных деталей из нержавеющей стали аустенитного класса стандарт СТО 79814898-112 разработан для производства секторного сварного колена. Основными требованиями стандарта являются:
- назначение – обхождение трубопроводом препятствий, изготовление проектной конфигурации магистралей, изменение направления под углами 30 – 90 градусов потока среды;
- применение – АЭС энергетической промышленности РФ;
- номинальный диаметр – 125 – 1200 мм;
- углы изгиба фитингов – 90°, 45°, 60°, 30°;
- номинальное давление среды – 2,5 МПа;
- присоединительный размер – 133х6 мм – 1220х10 мм;
- разделка кромок – под приварку;
- толщина стенки – 6 – 14 мм;
- материальное исполнение – труба бесшовная, электросварная из стали марки 12Х18Н10Т, 08Х18Н10Т;
- присоединение к трубопроводу – сварка;
- радиус изгиба – 255 – 1830 мм.
В стандарте содержатся таблицы со значениями основных размеров колен, их отдельных элементов – промежуточных, крайних секторов, разверток для раскроя трубчатых заготовок.
ОСОБЕННОСТИ КОНСТРУКЦИИ
В отличие от крутоизогнутых, гнутых отводов колено сварное секторное СТО 79814898-112 не имеет зон деформации, в которых произошло перераспределение металла. Однако каждый сварной шов по умолчанию является потенциально опасным участком:
- в самих сварных швах твердость, прочность металла выше, чем в трубчатых заготовках, используемых для изготовления фитинга;
- однако в зонах возле этих стыков прочность конструкционного материала снижена, после сварки он становится хрупким.
Конструктивными особенностями сегментных отводов являются:
- угловая форма колена;
- в прямом смысле фитинг является не деталью, а сборочной единицей, как минимум, из двух элементов, максимум пяти секторов;
- понятие «радиус изгиба» здесь условное, поскольку заготовки не подвергаются деформациям;
- кромки разделываются под сварку;
- при изготовлении отводов из сварной трубы на секторах появляются продольные швы, их необходимо смещать относительно друг друга на 100 мм минимум.
Концевой сектор сварного колена фактически является аналогом прямого участка гнутого отвода. Его форма во фронтальной проекции соответствует прямоугольной трапеции.
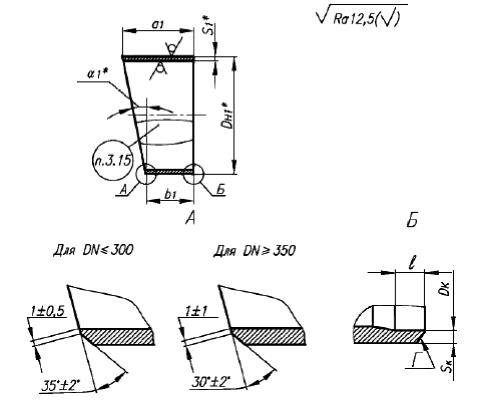
Для диаметров 125 – 300 мм кромки разделываются под 35°, для диаметров 350 – 1220 мм под 30°. Притупление кромки при этом одинаковое 1 мм. Концевые секторы называют трубой с косым срезом К типа, их раскраивают по односторонней развертке «рыбке».
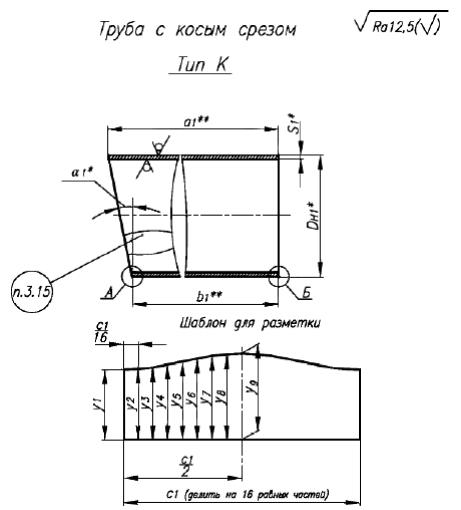
Длина a1**, b1** определяется заказчиком по данным проекта. Колено сварное 30° полностью состоит из двух труб с косым срезом типа К.
Стандартный промежуточный сектор имеет форму равнобедренной трапеции.
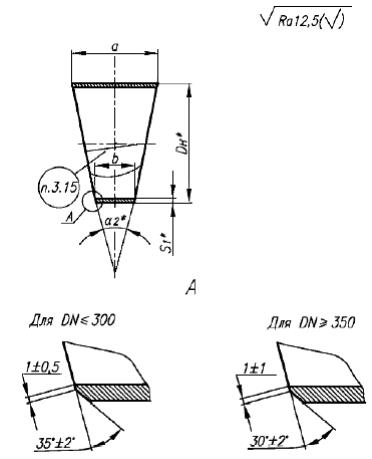

В первом случае торцы срезаны под одинаковым углов в одну сторону, форма заготовки представляет собой параллелограмм. Во втором варианте это классическая равнобедренная трапеция. Шаблон «рыбка» для раскроя деталей здесь более сложный.
ОБЛАСТЬ ИСПОЛЬЗОВАНИЯ
Согласно требованиям СТО 79814898-112 колено имеет следующие эксплуатационные характеристики:
- плавное изменение внутри трубопровода направления потока среды;
- высокое гидравлическое сопротивление внутри фитинга;
- пригодность для больших диаметров;
- высокая материалоемкость производства;
- цена колена ниже, чем у крутоизогнутых, гнутых аналогов;
- низкий запас надежности, ресурс;
- монтаж сваркой, низкие требования пожаробезопасности объекта.
Согласно стандартному алгоритму, проектировщик вначале использует отводы крутоизогнутые, гарантирующие минимально возможные габариты контуров трубопровода. Если то о каким то причинам невозможно, в ход идут отводы гнутые, и лишь затем наступает очередь сварных секторных колен.
Фитинги из стандарта СТО 79814898-112 специально созданы для нужд энергетической промышленности РФ для сооружения трубопроводов, попадающих под регламент правил ПНАЭ Г-7-008, норм НП-045, СНиП 3.05.05.
РАЗМЕРНЫЙ РЯД
В нормативах СТО 79814898-112 указано, что форма сварного колена должна соответствовать чертежам с нижнего рисунка

В таблице стандарта приведены значения размеров с вышеуказанных чертежей.
| DN | № | Dн | R | S | a1 | a | b1 | b | g | e | c | Вес | ||||
| 30° | ||||||||||||||||
| 125 | 01 | 133 | 255 | 6 | 136 | – | 100 | – | 1,5 | 14 | 118 | 4,5 | ||||
| 150 | 02 | 159 | 270 | 142 | 121 | 5,8 | ||||||||||
| 200 | 03 | 219 | 295 | 11 | 159 | 2,0 | 21 | 129 | 14,4 | |||||||
| 04 | 220 | 7 | 1,5 | 15 | 9,3 | |||||||||||
| 250 | 05 | 273 | 410 | 11 | 198 | 125 | 2,0 | 21 | 160 | 23,5 | ||||||
| 300 | 06 | 325 | 490 | 12 | 225 | 138 | 22 | 181 | 35,0 | |||||||
| 45° | ||||||||||||||||
| 125 | 07 | 133 | 320 | 6 | 127 | 154 | 100 | 100 | 1,5 | 14 | 182 | 7,1 | ||||
| 150 | 08 | 159 | 330 | 131 | 163 | 187 | 8,5 | |||||||||
| 200 | 09 | 219 | 360 | 11 | 143 | 187 | 2,0 | 21 | 199 | 23,1 | ||||||
| 10 | 220 | 7 | 1,5 | 15 | 14,8 | |||||||||||
| 250 | 11 | 273 | 410 | 11 | 160 | 218 | 106 | 110 | 2,0 | 21 | 220 | 31,4 | ||||
| 300 | 12 | 325 | 490 | 12 | 180 | 260 | 115 | 130 | 22 | 253 | 47,7 | |||||
| 60° | ||||||||||||||||
| 125 | 13 | 133 | 255 | 6 | 136 | 172 | 100 | 100 | 1,5 | 14 | 197 | 7,3 | ||||
| 150 | 14 | 159 | 270 | 142 | 187 | 206 | 9,2 | |||||||||
| 200 | 15 | 219 | 295 | 11 | 159 | 217 | 2,0 | 21 | 220 | 25,3 | ||||||
| 16 | 220 | 7 | 1,5 | 15 | 15,9 | |||||||||||
| 250 | 17 | 273 | 410 | 11 | 196 | 293 | 123 | 147 | 2,0 | 21 | 287 | 40,0 | ||||
| 300 | 18 | 325 | 490 | 12 | 225 | 350 | 138 | 176 | 22 | 333 | 60,5 | |||||
| 90° | ||||||||||||||||
| 125 | 19 | 133 | 320 | 6 | 127 | 154 | 100 | 100 | 1,5 | 14 | 370 | 12,1 | ||||
| 150 | 20 | 159 | 330 | 131 | 163 | 380 | 14,8 | |||||||||
| 200 | 21 | 219 | 360 | 11 | 143 | 187 | 2,0 | 21 | 410 | 40,6 | ||||||
| 22 | 220 | 7 | 1,5 | 15 | 25,9 | |||||||||||
| 250 | 23 | 273 | 410 | 11 | 160 | 218 | 106 | 110 | 2,0 | 21 | 460 | 56,6 | ||||
| 300 | 24 | 325 | 490 | 12 | 180 | 260 | 115 | 130 | 22 | 540 | 86,0 | |||||
| 30° | ||||||||||||||||
| 350 | 25 | 377 | 570 | 6 | 206 | – | 105 | – | 2,0 | 14 | 156 | 17,3 | ||||
| 400 | 26 | 426 | 640 | 8 | 230 | 116 | 17 | 173 | 29,4 | |||||||
| 500 | 27 | 530 | 800 | 286 | 144 | 215 | 45,6 | |||||||||
| 600 | 28 | 630 | 950 | 344 | 175 | 260 | 63,9 | |||||||||
| 29 | 12 | 2,5 | 23 | 97,4 | ||||||||||||
| 700 | 30 | 720 | 1080 | 10 | 388 | 195 | 2,0 | 19 | 292 | 104,4 | ||||||
| 800 | 31 | 820 | 1230 | 12 | 440 | 220 | 2,5 | 23 | 330 | 161,4 | ||||||
| 32 | 10 | 2,0 | 19 | 133,8 | ||||||||||||
| 900 | 33 | 920 | 1380 | 494 | 248 | 370 | 167,9 | |||||||||
| 1000 | 34 | 1020 | 1530 | 548 | 275 | 410 | 207,2 | |||||||||
| 1200 | 35 | 1220 | 1830 | 12 | 655 | 328 | 2,5 | 23 | 490 | 357,7 | ||||||
| 36 | 10 | 2,0 | 19 | 297,6 | ||||||||||||
| 45° | ||||||||||||||||
| 350 | 37 | 377 | 570 | 6 | 200 | 302 | 126 | 152 | 2,0 | 14 | 286 | 31,4 | ||||
| 400 | 38 | 426 | 640 | 8 | 220 | 340 | 135 | 170 | 17 | 315 | 52,0 | |||||
| 500 | 39 | 530 | 800 | 215 | 424 | 110 | 214 | 331 | 68,3 | |||||||
| 600 | 40 | 630 | 950 | 255 | 504 | 130 | 348 | 107 | ||||||||
| 41 | 12 | 254 | 2,5 | 23 | 393 | 144,5 | ||||||||||
| 700 | 42 | 720 | 1080 | 10 | 290 | 574 | 145 | 286 | 2 | 19 | 447 | 155,4 | ||||
| 800 | 43 | 820 | 1230 | 12 | 328 | 652 | 165 | 326 | 2,5 | 23 | 509 | 241,6 | ||||
| 44 | 10 | 2 | 19 | 200,7 | ||||||||||||
| 900 | 45 | 920 | 1380 | 368 | 732 | 185 | 366 | 572 | 252,9 | |||||||
| 1000 | 46 | 1020 | 1530 | 408 | 812 | 205 | 406 | 634 | 310,2 | |||||||
| 1200 | 47 | 1220 | 1830 | 12 | 488 | 972 | 245 | 486 | 2,5 | 23 | 758 | 533,2 | ||||
| 48 | 10 | 2 | 19 | 442,4 | ||||||||||||
| 60° | ||||||||||||||||
| 350 | 49 | 377 | 570 | 6 | 206 | 406 | 105 | 204 | 2 | 14 | 379 | 35 | ||||
| 400 | 50 | 426 | 640 | 8 | 230 | 458 | 116 | 230 | 17 | 420 | 59 | |||||
| 500 | 51 | 530 | 800 | 286 | 572 | 144 | 288 | 462 | 91 | |||||||
| 600 | 52 | 630 | 950 | 344 | 678 | 175 | 340 | 548 | 128 | |||||||
| 53 | 12 | 2,5 | 23 | 193 | ||||||||||||
| 700 | 54 | 720 | 1080 | 10 | 388 | 772 | 195 | 386 | 2 | 19 | 624 | 208 | ||||
| 800 | 55 | 820 | 1230 | 12 | 440 | 880 | 220 | 440 | 2,5 | 23 | 710 | 322 | ||||
| 56 | 10 | 2 | 19 | 267 | ||||||||||||
| 900 | 57 | 920 | 1380 | 494 | 986 | 248 | 494 | 797 | 337 | |||||||
| 1000 | 58 | 1020 | 1530 | 548 | 1094 | 275 | 548 | 883 | 416 | |||||||
| 1020 | 59 | 1220 | 1830 | 12 | 655 | 1308 | 328 | 654 | 2,5 | 23 | 1057 | 715 | ||||
| 60 | 10 | 2 | 19 | 598 | ||||||||||||
| 90° | ||||||||||||||||
| 300 | 61 | 377 | 570 | 6 | 200 | 302 | 126 | 152 | 2 | 14 | 620 | 45 | ||||
| 400 | 62 | 426 | 640 | 8 | 220 | 340 | 135 | 170 | 17 | 690 | 95 | |||||
| 500 | 63 | 530 | 800 | 215 | 424 | 110 | 214 | 800 | 136 | |||||||
| 600 | 64 | 630 | 950 | 255 | 504 | 130 | 254 | 950 | 192 | |||||||
| 65 | 12 | 2,5 | 23 | 286 | ||||||||||||
| 700 | 66 | 720 | 1080 | 10 | 290 | 574 | 146 | 286 | 2 | 19 | 1080 | 309 | ||||
| 800 | 67 | 820 | 1230 | 12 | 328 | 652 | 165 | 326 | 2,5 | 23 | 1230 | 309 | ||||
| 68 | 10 | 2 | 19 | 1380 | 482 | |||||||||||
| 900 | 69 | 920 | 1380 | 368 | 732 | 185 | 366 | 1380 | 401 | |||||||
| 1000 | 70 | 1020 | 1530 | 408 | 812 | 205 | 406 | 1530 | 505 | |||||||
| 1200 | 71 | 1220 | 1830 | 12 | 488 | 972 | 245 | 486 | 2,5 | 23 | 1830 | 1065620 | ||||
| 72 | 10 | 2 | 19 | 885 | ||||||||||||
При обозначении сварной трубопроводной детали необходимо соблюдать очередность изложения информации:
- вид фитинга – «колено», без указания конструкции;
- группа трубопровода – В или С по ПНАЭ, П по НП-045, Т по ПБ 03-585;
- угол изгиба – 30° – 90°;
- тип крайних, промежуточных секторов – К, М, Л;
- присоединительные размеры – 133х6 – 1220х12 мм;
- характеристики среды – PN 10 – 25 кгс/см2, Т=100° – 300°;
- контроль сварочного стыка – IIв – IIIс категория;
- вариант исполнения – 01 – 72 или 25а – 72а;
- нормативный документ – СТО 79814898-112.
В секторах К, Л, М указывается только размер a, a1. Вместо стандартных углов изгиба могут использоваться произвольные размеры по предварительному согласованию сторон.
Секторы могут применяться сами по себе, без стыковки в колено на заводе. Поэтому для них принято отдельное обозначение по аналогии со сварными коленами. Вариант исполнения указан в отдельной таблице стандарта номер 2. В маркировке добавляется товарный знак производителя.
МАТЕРИАЛЬНОЕ ИСПОЛНЕНИЕ
Через год после введения СТО 79814898-112 на выпуск сварных колен стандарт был отредактирован. После чего, пункт 3.4, в котором указано материальное исполнение фитингов, выглядит следующим образом:
- колена диаметром 125 – 300 мм изготавливаются только из бесшовной трубы;
- отводы диаметром 350 – 1200 мм выпускают либо из электросварной трубы, либо из листового проката.
При этом марка стали труб. Листового сортамента должна соответствовать 12Х18Н10Т, 08Х18Н10Т для трубопроводов группы В или С, 12Х18Н12Т для категории АС.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
Согласно регламенту СТО 79814898 112 сборочная единица колено изготавливается из нескольких секторов методом сварки:
- для каждого сектора изготавливается по размерам из 3 или 4 таблицы развертка «рыбка» (концевой промежуточный сектор, соответственно);
- для DN 125 – 300 мм по развертке выкраивается заготовка из бесшовной трубы;
- для DN 350 – 1200 мм по шаблону вырезается деталь из электросварной трубы или листовой стали;
- листовые заготовки вальцуются, свариваются продольным швом в секторы;
- производится разделка кромок с фаской 30° или 35° с притуплением торца 1 мм в зависимости от диаметра фитинга;
- секторы привариваются друг к другу с соблюдением проектного угла и радиуса изгиба по табличным значениям СТО;
- зачищаются сварные швы, производится дефектоскопия стыков.
На последнем этапе выполняется калибровка, маркировка краской на теле колена.